服务热线:13507910229

更新时间:2025-01-04 17:37:15 浏览次数:1 公司名称:南昌 角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料有限公司







角钢的规格用边长和边厚的尺寸表示。目前国产角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型角钢,12.5cm—5cm之间的为中型角钢,边长5cm以下的为小型角钢。进出口角钢的定货一般以使用中所要求的规格为主,其钢号为相应的碳结钢钢号。也是角钢除了规格号之外,没有特定的成分和性能系列。角钢的交货长度分为定尺、倍尺两种,国产角钢的定尺选择范围根据规格号的不同有3—9m、4—12m、4—19m、6—19m四个范围。日本产角钢的长度选择范围为6—15m。不等边角钢的截面高度按不等边角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是角钢中的一种。其边长由25mm×16mm~200mm×l25mm。由热轧轧机轧制而成。
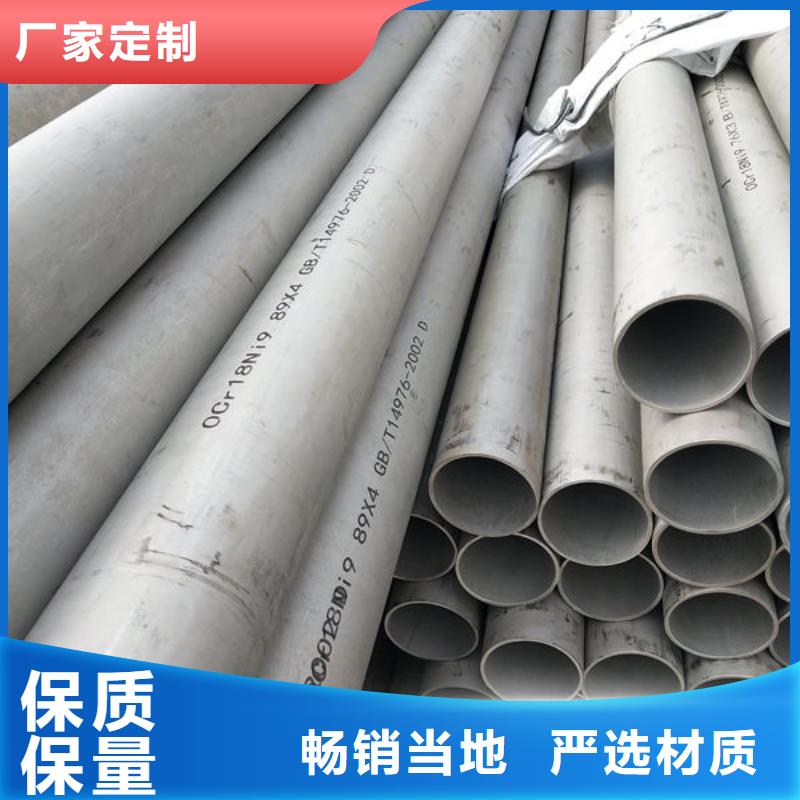
无缝钢管是一种存在于无缝钢管的外表面或内表面,呈直线或螺旋状、连续的或不连续状态。产生折叠的主要原因是管料质量不好,本身存在折叠,或者表面有夹杂、严重的刮伤和裂缝,在修磨处有棱角,拔制后经延伸而出现折叠。为了避免折叠的产生,应提高管料质量并注意检查和修磨。其特征是在钢管表面呈现的成片、点状细小凹坑。产生麻面的主要原因是酸洗时产生点状腐蚀,退火后氧化铁皮过厚矫直后压入钢材管表面形成麻面;钢管保存环境潮湿,甚至进水后发生点状锈蚀,在去除锈斑后形成麻面。其特征是无缝钢管内外表面有局部与金属基体分离的薄片,个别的成块状,不连续,在管壁上生根或不生根,但不能自然剥落。
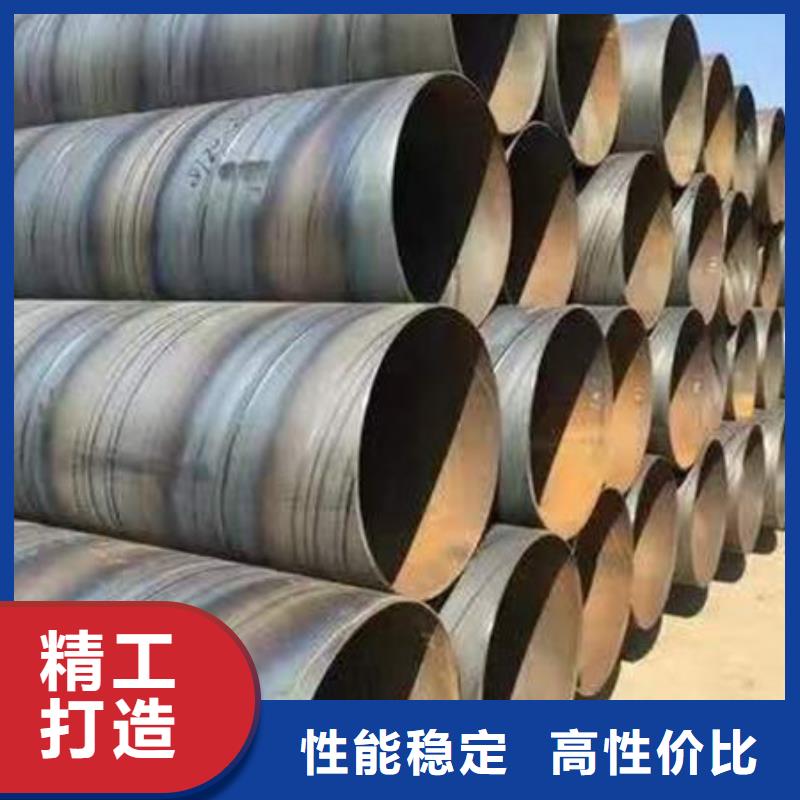
螺旋钢管焊接时,为保证焊接质量而选定的诸物理量(如:焊接电流、电弧电压、焊接速度、线能量等)的总称。选择合适的焊接工艺参数,对提高焊接质量和提高螺旋钢管钢材生产效率十分重要。焊接工艺参数(焊接规范)是指焊接时为保证螺旋钢管焊接质量而选定的诸多物理量。焊接电源种类和极性的选择焊接电源种类:交流、直流极性选择:正接、反接正接:焊件接电源正极,焊条接电源负极的接线方法。反接:焊件接电源负极,焊条接电源正极的接线方法。极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。盛宝螺旋管可以做打桩、支撑、桥梁、高炮广告牌。螺旋钢管加工可以用来保温,小区供暖、热力网铺设、电厂蒸汽输送。螺旋钢管加工成防腐,自来水管道、地埋排污。可用作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等,应用领域和范围广泛。
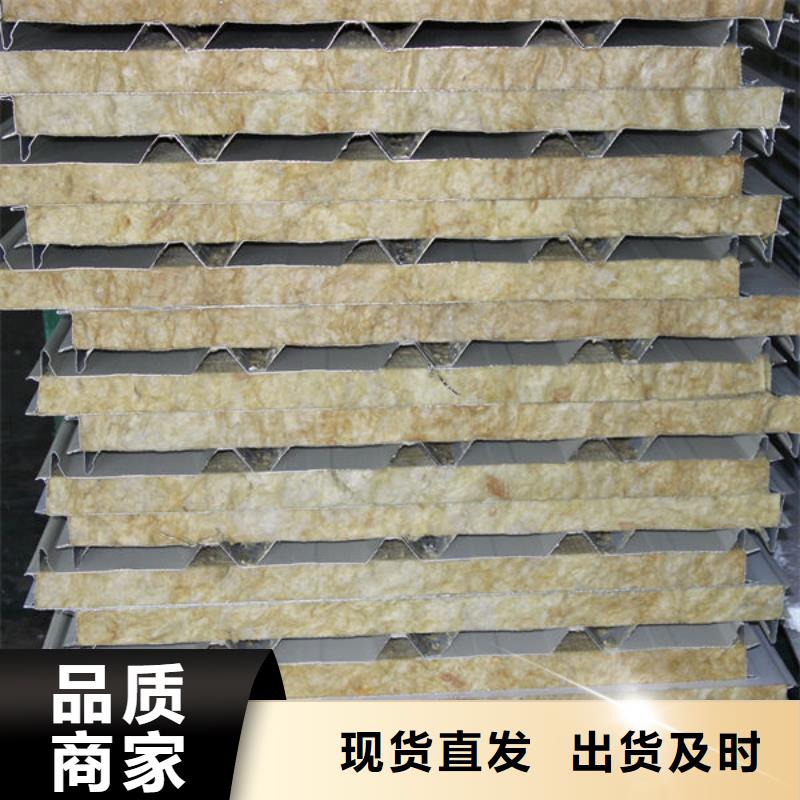
前两天介绍了方管的一些基本概念,大家也对方管有了一些了解,今天就给大家聊一聊镀锌方管的焊接手法和普通管材的区别。镀锌方管的焊接手法和普通方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌方管的钢材焊接手法和普通方管相同,减少了未焊透的可能性。